Pelzzurichtung
Die Überführung der rohen Haut in Leder, also einen gegerbten, vor Fäulnis geschützten Zustand, wird in der Rauchwarenbranche als (Pelz‑)Zurichtung oder Rauchwarenzurichtung, österreichisch Rauwarenzurichtung, bezeichnet, der ähnliche Prozess in der Lederindustrie als Gerbung (Zurichtung dort: die Nachbearbeitung der Oberflächenstruktur). Ein seltener, wohl nicht mehr gebräuchlicher Begriff hierfür war lidern.[1]

Die weiterverarbeitenden Prozesse wie Färben, Scheren usw. werden unter dem Begriff (Pelz‑)Veredlung oder Rauchwarenveredlung zusammengefasst. Die Pelzzurichtung besteht im Entfleischen der Felle und einer anschließenden Behandlung mit Gerbstoffen und Fetten.[2]
Das Fellmaterial
Bearbeiten-
 Rohe Zobelfelle
Rohe Zobelfelle -
 Zugerichtete Zobelfelle
Zugerichtete Zobelfelle


In der Rauchwarenwirtschaft werden aus der Vielfalt der Tiere zeitweilig bis zu 180 Tierarten genutzt. Die meisten davon gehören den Klassen der Raubtiere, der Nagetiere und der Huftiere an.
In der Rauchwarenzurichtung und -veredelung werden die Pelztiere nur in zwei Klassen eingeteilt. Zur Wildware rechnen die Felle die vorwiegend aus der Ordnung der Raub- und Nagetiere stammen, wie der in den meisten Zeiten mit am wertvollsten erachtete Zobelpelz und das weltweit verbreitete, preiswerte Fellwerk Kanin. Zur Schafware gehören die Felle aus der Ordnung der Huftiere, die alle Lammfellarten, zum Beispiel das Persianerfell und auch alle Zickelarten mit einschließt. Kalbfelle und Fohlenfelle stammen zwar von Huftieren, sie werden aber trotzdem in die Wildware mit eingereiht. Während die Wildware, bis auf wenige Ausnahmen, von älteren, meist mehrjährigen Pelztieren stammt, kommt die Schafware, bis auf die Schaffelle, in der Regel von wenige Tage bis Wochen alten Jungtieren.[3]
Obwohl der chemische Aufbau der Haut bei allen Pelztierarten gleich ist, so erfordern doch Alter und Geschlecht, Art und Rasse sowie die Jahreszeit des Pelzens unterschiedliche Behandlungsmethoden sowohl in der Zurichtung wie in der Veredelung. Die Anforderung des weiterverarbeitenden Kürschners an das Fell ist, es soll vor allem leicht und zügig sein, damit es sich gut ausspannen lässt und das Endprodukt soll ein, heute gefordertes, möglichst geringes Gewicht haben, außerdem soll es reiß- und stichfest sein und beim naturbelassenen Fell im Haar nicht verfärbt.[3] Das Haarkleid darf durch die Zurichtung nicht nachteilig beeinflusst werden und soll möglichst vollständig erhalten bleiben. Die Felle unterscheiden sich einerseits durch die Struktur und Dicke der Lederhaut und durch das sehr unterschiedliche Haarkleid. So haben z. B. Biber, Bisam, Nutria, Waschbären aber auch Fohlen eine dichte, feste Faserstruktur der Lederhaut und erfordern daher eine intensivere Bearbeitung. Lammfelle oder Füchse besitzen eine eher locker strukturierte Lederhaut. Die Dicke der Lederhaut ist hauptsächlich von der Tierart aber auch vom Alter, Geschlecht und dem Entwicklungsstadium des Haarkleides abhängig. Da die Lederhaut am zugerichteten Fell für die physikalischen Eigenschaften wesentlich verantwortlich ist, müssen diese Unterschiede bei der Bearbeitung berücksichtigt werden. Beim Haarkleid können neben den natürlichen Farben, unterschiedliche Strukturen und die unterschiedliche Mächtigkeit unterschieden werden. Die Fellstruktur ergibt sich aus dem Verhältnis von dicken und festen Leit- und Grannenhaaren zu den feinen Haaren der Unterwolle. Bei Fellen mit feinem Haarkleid und viel Unterwolle muss die Gefahr des Verfilzens bei der Zurichtung beachtet werden. Beispiele für in diesem Zusammenhang besonders empfindliche Fellarten sind Füchse oder langwollige Schaffelle.
Bestimmte Felle werden im Streichverfahren zugerichtet, für andere kommt nur ein Tauchverfahren mit mehreren Bädern in Frage. Manche Felle werden mit Fett gewalkt, andere sind dagegen so fett, dass sie vorher gewaschen werden müssen usw. Die Unterschiede zwischen den einzelnen Fellarten sind so erheblich, dass sich die Zurichtungs- und Veredlungsbetriebe häufig auf einige Fellarten spezialisieren.
Das Zurichten
Bearbeiten,_R%C3%B6tha.jpg)




Die Zurichtung, das Umwandeln der Haut in ein zugerichtetes Fell, ist eine mehr oder weniger beständige Gerbung (im ledertechnischen Sinn eine Halbgerbung). Die abweichende Bezeichnung drückt bereits aus, dass es eine andere Art der Behandlung ist als die Ledergerbung. Da der intensive chemische Hautaufschluss der Lederherstellung nicht möglich ist, er würde zu einer Schädigung des Haarkleides führen, erfolgt die Auflockerung des Hautfasergefüges über eine verstärkte mechanische Bearbeitung. Im Allgemeinen sind folgende Arbeitsschritte für eine Zurichtung von Pelzfellen erforderlich:
- Vorarbeiten
- Vorweiche
- Weiche
- Entfleischen
- Wäsche, Entfettung
- Pickel
- Dünnschneiden
- Gerbung
- Fettung
- Trocknen
- Entfetten
- Feuchtläutern
- Falzen
- Stollen, Bakeln, Millen, Breit- und Langziehen (Witten)[4], Strecken
- Trocknen
- Trockenläutern
- Kämmen
- Bügeln des Haarkleides
Vorarbeiten
BearbeitenDer größte Anteil der Rohware, die zu Pelz verarbeitet wird, ist durch Trocknen konserviert. In diesem Zustand werden die Felle auch international gehandelt und kommen so zum Zurichter. Für eine hochwertige Konservierung werden die Felle vorentfleischt, aufgespannt und getrocknet. In diesem Zustand ist die Rohware gut haltbar, muss aber kühl, luftig und trocken gelagert werden. Bei einem so fäulnisempfindlichen Produkt wie der rohen Pelzhaut kommt der Eingangskontrolle im Zurichtbetrieb eine wesentliche Rolle zu. Die Rohware muss sofort ausgepackt und locker gelagert werden. Sie ist auf eventuelle Schäden, zum Beispiel durch Schimmelbefall oder Selbsterwärmung infolge zu enger Verpackung zu prüfen. Gegen Ungeziefer, Motten, Mäuse und Ratten bedarf es der öfteren Desinfektion.
Der Zurichter stellt Partien für die Einarbeitung zusammen. Für ein optimales Zurichtergebnis darf nur Rohware einer Art und Provenienz gemeinsam eingearbeitet werden. Durch Lochstempel kann jedes Fell der Charge auch noch nach dem Zurichten dem Auftraggeber zugeordnet werden.[5] Die Lagerung der einzelnen Auftrags-Chargen erfolgt in Förderwagen oder Förderflechten,[6] heute weniger aus geflochtenen Korb, sondern aus preiswerterem und pflegeleichterem Kunststoff. Je nach Kundenwunsch werden die Bälge aufgeschnitten oder durchlaufen „rund“ den Zurichtprozess.
Die Weiche
BearbeitenDie Weiche versetzt das Rohfell wieder in den Quellungszustand zurück, in dem es sich vor der Konservierung befand. Wichtigstes Weichmittel ist Wasser, dem schmutzlösende, fettemulgierende und das Bakterienwachstum hemmende Chemikalien zugefügt werden. Die Weiche ist mitentscheidend für die Weichheit und Zügigkeit des zugerichteten Felles; Fehler, die hierbei gemacht werden, sind später kaum mehr auszugleichen. Die Vorweiche geschieht in Bottichen oder ruhend in Haspeln oder Fellwenden, die nach Durchweichen der Felle diese während des restlichen Weichens von Zeit zu Zeit bewegen.[3] Bei der gesamten Pelzzurichtung ist darauf zu achten, dass die Felle gut im Wasser schwimmen, um nicht zu verfilzen. Von Zeit zu Zeit werden sie deshalb langsam bewegt, bevorzugt in schonenden Haspel und Fellwenden.
Enzymbeizen
BearbeitenEine eventuelle Enzymbeize bewirkt eine Auflockerung des Fasergefüges der Haut, sie wird bereits seit längerer Zeit in der Lederindustrie angewendet.[7]
Entfleischen
BearbeitenVon den vollkommen durchgeweichten Fellen wird das Unterhautbindegewebe mit den darin ein- beziehungsweise angelagerten Fleisch und Fettteilen entfernt (Rabatzen, Scrapen, Abreißen[5]). Das geschieht entweder auf der Kürschner-, auch Zurichter- oder Fleischbank genannt, oder auf dem auch in der Lederindustrie üblichen Gerberbaum;[7] in großen Betrieben heute jedoch möglichst mit der rationelleren, auf das Material angepassten Entfleischmaschine, auch Rundmesser oder Dünnschneidemaschine genannt. Ein weiterer Name, Falzmesser, beruht darauf, dass beim regelmäßigen Schleifen des rotierenden Rundmessers die Schneide nach einer Seite zum Falz umgelegt wird.[8]
Das Scrapen erfolgt für Felle, die auf die Auktionen gehen, heute in der Regel mit halbautomatisch arbeitenden Maschinen in speziellen Fellentfettungsbetrieben, englisch scrape stations.
Auf der Kürschnerbank und am Gerberbaum wird im Reitsitz gearbeitet. Am vorderen Ende befindet sich ein senkrechter Posten, der Stempel, dieser trägt am oberen Ende den Stollen. Das daran befestigte Fleisch- oder Kürschnereisen ist leicht halbmondförmig gebogen und mit seiner scharfen Seite dem auf der Bank sitzenden Arbeiter abgewendet. Indem das Fell straff gespannt über das geschärfte Eisen gezogen wird, wird das Aas abgestreift.[9] Eine weitere Möglichkeit ist die Bearbeitung auf der Dünnschneidemaschine (Kreismesser).
Die Wäsche
BearbeitenDer Reinigungseffekt der Weiche ist meist nicht ausreichend. Vor allem stark verschmutzte Fellarten mit hohem Naturfettanteil, wie zum Beispiel Lamm- und Schaffelle, erfordern eine zusätzliche Wäsche und Entfettung. Die Wäsche kann sowohl vor, günstiger aber nach dem Entfleischen geschehen. Die ältesten Waschmittel sind Seifen, die aber wegen ihrer relativ geringen Waschwirkung, ihrer geringen chemischen Beständigkeit und dem alkalischen pH-Wert (Gefahr der Haarschädigung) praktisch nicht mehr eingesetzt werden. Neuere, neutral reagierende Waschmittel haben diesen Nachteil nicht mehr. Ölfarbe wird mit Lösungsmitteln soweit möglich entfernt, Zecken und andere mechanische Verunreinigungen durch Ausspritzen und Auskratzen. Die Durchführung erfolgt in Gefäßen mit Bewegung wie Haspel, Fellwender oder Weichfass.
Zurichtungsarten
BearbeitenDie Zurichtungsarten richten sich nach dem späteren Verwendungszweck des Pelzfelles. Hauptsächlich werden Mineralgerbstoffe auf Basis von Aluminium- und Chrom-III-Salzen verwendet. Zur Verbesserung der chemischen Beständigkeit werden sie mit Aldehyden oder synthetischen Gerbstoffen (Syntane) kombiniert. Sämischgerbung und andere Gerbarten wie die vegetabilische Gerbung sind für die Pelzzurichtung von untergeordneter Bedeutung, sie kommen nur für Spezialfälle in Betracht.
Pickel Für diese Mineralgerbungen müssen die Felle vor der eigentlichen Gerbung sauer gestellt werden. Diese erfolgt im Pickel, einem eigenen Prozessschritt. Der Pickel setzt sich aus unterschiedlichen Säuren wie beispielsweise Ameisen-, Essig-, Milch-, Glykol- oder Schwefelsäure und Neutralsalz zusammen (zum Beispiel Natriumchlorid oder Natriumsulfat). Durch ihren Einsatz werden die löslichen Proteine abgebaut.[4] Neben der Vorbereitung auf die Gerbung bewirkt die Pickellösung eine Auflockerung des Lederfasergefüges (Hautaufschluss). Dieser Hautaufschluss ist für ein weiches und zügiges Pelzfell von großer Bedeutung. Ergänzt wird der Hautaufschluss durch die oftmalige mechanische Bearbeitung (strecken, langziehen, breitstellen, bakeln etc.) zwischen den chemischen Prozessen.
Nachfolgend die bekanntesten Zurichtungsarten:
- Leipziger Zurichtung
Die Leipziger Zurichtung (Leipziger Pickel) war einmal die am häufigsten angewendete Zurichtung. Dabei werden die Felle mit Kochsalz und Schwefelsäure und anschließend mit oxydablen Fetten behandelt. Wäscht man die Salze und Fette wieder aus, so verliert sich der Ledercharakter wieder; die Leipziger Zurichtung ist also nicht wasserfest. Da die Säuren des Pickels nie neutralisiert werden geschieht durch die Luftfeuchtigkeit ein permanenter Säureangriff auf das Leder mit der Folge einer Lederzersetzung. Der Pickel ist eigentlich eine Konservierungsart (Pseudogerbung), der deshalb im Allgemeinen eine Nachgerbung folgt.[2][10]
Die vorbereiteten Felle werden entweder mit stärkeren Pickelbrühen mehrfach eingestrichen oder in schwächeren Brühen im Tunkverfahren 12 bis 14 Stunden bewegt und anschließend gut abgeschleudert. Danach werden sie dünn geschnitten oder gefalzt und eventuell nachgebeizt, gefettet und in der üblichen Weise fertiggestellt.
Da die Leipziger Zurichtung zumindest noch etwa um die 1970er Jahre die leichtesten Felle ergab, wurde sie immer noch angewendet, wenn auf ein besonders leichtes und zügiges Leder Wert gelegt wurde. Durch eine vorgeschaltete Anwendung von Formaldehyd, seit etwa den 1930er Jahren, war es gelungen, mit erheblich dünnerem Pickel auszukommen und auch ein Fell mit ausreichender Wasserfestigkeit zu erzeugen.[3][9]
- Schrotzurichtung
Eine alte Zurichtungsart ist die Schrotzurichtung, sie ähnelt der Leipziger Zurichtung. Sie beruht auf der Bildung milder organischer Säuren durch Gärung von einem Brei aus Gerstenschrot, Salz und Hefe, in dem die Felle eingeschichtet sind.[4] Mit ihr wird ein sehr feines und griffiges Leder erzeugt, das aber auch ohne eine vorgeschaltete Formaldehydbehandlung oder eine entsprechende Nachzurichtung nicht wasserfest ist.[3] Sie eignet sich besonders für Lamm- und Schafware.[2] Wegen des großen Aufwands, die Dauer der Zurichtung beträgt zudem 4 bis 14 Tage, wird sie schon länger nur noch selten angewendet.[9][11]
- Walkzurichtung
Fellarten mit festem Hautgefüge, bei denen eine normale Fettung nicht ausreicht, erfahren eine Walkzurichtung. Ein wesentlicher Unterschied zu anderen Fettungsmethoden liegt auch in der Art des Fettungsmittel. Walköle oder Walkfette sind nicht wasserlöslich. Sie werden rein mechanisch in Kurbel- oder Hammerwalken in die Felle eingearbeitet. Für Felle mit feinem, zum Verfilzen neigendem Haarkleid (zum Beispiel Füchse, Schaffelle) ist sie daher nicht geeignet. Bis zu einem gewissen Grad haben die Walköle auch eine gerbende Wirkung und binden sich irreversibel an die Lederhaut. Diese Fettzurichtung erfolgt im Anschluss an eine der üblichen Zurichtungsarten, insbesondere der Leipziger Zurichtung.[3]
- Chromzurichtung
Für besondere Ansprüche wird die Chromzurichtung angewendet, sowohl im Streich- wie im Tunkverfahren. Teppichfelle erhalten zum Beispiel eine ganz besondere Festigkeit, Felle die besonderen Färbemethoden unterworfen werden sollen, die dafür benötigte Wärmebeständigkeit. Die so zugerichteten Felle haben im Vergleich zur Leipziger- oder Alaunzurichtung eine sehr gute chemische Beständigkeit. Auch im feuchten Zustand ist die Lederzügigkeit vermindert und das Gewicht der Felle höher.[2] Auch durch die graugrüne Eigenfarbe der Chrom-III-Salze ist die Chromzurichtung nicht für alle Pelze geeignet.
Bei der Chromzurichtung beziehungsweise Chromgerbung erhalten die Chromverbindungen durch den Zusatz von Soda eine unterschiedliche Basizität, eventuell in der Verbindung mit der kurzen Anwendung einer Leipziger Zurichtung. Sie dient auch als Nachbehandlung anderer Zurichtungsverfahren. Sie erfolgt im Tunkverfahren, in der Verbindung mit anderen Zurichtungsarten auch im Streichverfahren.[4]
- Alaunzurichtung
Die Alaunzurichtung gehört mit zu den ältesten Zurichtverfahren, sie ist in ihrem Prinzip der Leipziger Zurichtung ähnlich und beruht auch auf der Pickelwirkung, nur werden anstelle Schwefelsäure Aluminiumsalze verwendet (Kalialaun, Aluminiumsulfat oder andere Aluminiumverbindungen, Kochsalz, Natriumacetat[4]). Sie ist ebenfalls etwas wasserunbeständig. Alaungare Felle sind im Allgemeinen etwas weniger zügig als Felle der Leipziger Zurichtung, doch erfüllt das Ergebnis alle Bedingungen, wenn sie eine Formaldehydvorbehandlung erfahren haben. Die Säureabspaltung im Leder ist wesentlich geringer als bei der Leipziger Zurichtung und das Pelzfell daher dauerhafter.[3] Bei richtiger Durchführung ergibt die säurearme Alaunzurichtung ein griffiges, glacéartiges und reinweißes Leder.[9][7]
Die Alaunzurichtung erfolgt im Tunkverfahren, in Ausnahmefällen auch durch Einbürsten.[4]
- Zurichtung mit pflanzlichen und synthetischen Gerbstoffen
Das Zurichten mit pflanzlichen und synthetischen Gerbstoffen verschiedener Art wird meist kombiniert. Diese Zurichtungsmethode hat vor allem für Gebrauchsartikel aus Schaf- und Lammfellen an Bedeutung gewonnen. Eine Kombination von Mimosagerbstoff mit Aluminiumgerbstoffen erlaubt auch die Herstellung waschbarer und temperaturbeständiger Felle.
Dünnschneiden und Falzen
Bearbeiten
Starkledrige Felle werden dünngeschnitten beziehungsweise gefalzt. Dabei soll die Lederhaut auf eine dünne, möglichst gleichmäßige Stärke gebracht werden, ohne dabei zu viel an Reißfestigkeit zu verlieren. Für kleinere Felle werden Dünnschneidemaschinen verwendet, für größere Falzmaschinen. Das wesentliche Teil der Dünnschneidemaschine ist ein rotierendes Kreismesser. Die Stärke der zu entfernenden Schicht wird durch Einstellung der Backen und durch den Druck, den der Arbeitende ausübt, bestimmt. Die dickledrigen männlichen Kaninfelle werden immer gefalzt, Kalb-, Fohlen oder Ziegenfelle werden mit den auch in der Lederindustrie üblichen Falzmaschinen bearbeitet.[9] Wichtig bei allen Methoden ist es, dass die Haarwurzeln nicht angeschnitten werden, da sonst die Haare ausfallen.
Schollen
BearbeitenAlle Wildwarenfelle besitzen eine unterschiedliche Lederstärke, die durch Dünnschneiden auf der Kreismesserentfleischmaschine egalisiert werden. Die bei großflächigen Fellen entstehenden Haarstreifen von etwa 3 bis 6 Zentimeter Breite (bei Kaninfell bis zu 30 Zentimeter) werden als Schollen bezeichnet. In Zeiten von Materialknappheit wurden diese Lederstreifen gesammelt, nachgegerbt und im natürlichen oder gefärbten Zustand verwertet.[12]
Fettung
BearbeitenAlle zugerichteten Felle, egal welcher Zurichtungsart, erhalten erst durch die Fettung Weichheit und Zügigkeit. Das Fettungsmittel legt sich um die Lederfasern, so dass sie nicht mehr spröde aneinander liegen, sondern aneinander vorbei gleiten. Das Leder fühlt sich weich an, die Reißfestigkeit wird erhöht und die Fasern werden gegen verschiedene chemische Angriffe geschützt.
Die Industrie hält für die unterschiedlichen Anwendungen spezielle Fettungsmittel bereit. Das Mittel muss gut in die Haut eindringen, eine Bindung mit den Fasern eingehen, darf die Haare und das Leder nicht vergilben und auch nicht das Haar verkleben. Lickerfette sind Lederfette, die sich mit Wasser zu Emulsionen verbinden und nur geringe Spuren im Haar hinterlassen. Sie finden auch in der Pelzreinigung und in der Kürschnerei zur Wiederauffettung oder Nachfettung getragener Pelze Verwendung.[3]
Trocknen, Läutern und Ausstoßen
Bearbeiten

Nach dem Fetten bleiben die Felle längere Zeit liegen, in der das Fett die Hautfasern umhüllt und sich mit dem Leder verbindet. Anschließend werden sie getrocknet. In modernen Zurichtereien geschieht das in beheizbaren, mit Umluft versehenen Trockenräumen, bei auf die vorangegangene Zurichtungsart abgestimmten Temperaturen, früher durch Ablüften auf dem Trockenboden.
Das Haar ist jetzt noch durch die Zurichtung mehr oder weniger verklebt und das Leder ziemlich steif. Damit das Haar „Spiel, Stand und Glanz“ erhält und das Leder weich und zügig wird, wird das Fell zuerst feucht und dann trocken „geläutert“ (mit Holzmehl in der Tonne gedreht). In Schütteltonnen und mit Klopfmaschinen wird das Holzmehl anschließend entfernt. Außer dem Feuchtläutern und dem Gutläutern werden sie einigen weiteren Prozeduren unterworfen, die fachsprachlich neben anderen als Rumziehen, Ausstoßen, Bakeln bezeichnet werden.
Da beim Läuterprozess vor allem die großen Flächen mechanisch durchgearbeitet wurden, müssen auch die Ränder, die Kopfteile und Extremitäten (Klauen) durch mechanische Bearbeitung aufgelockert werden. Diese Arbeit wird als Ausstoßen bezeichnet. Früher geschah das vor dem Bankeisen auf der Kürschnerbank, inzwischen mit Reck- oder Bakelmaschinen. Mit diesen Maschinen kann auch das Nachstollen, das endgültige Glattstrecken des Fells, durchgeführt werden. Durch Anbrachen und Nähen mit der Pelznähmaschine werden eventuell entstandene Schadstellen und Risse entfernt.[9]
Putzen, Strecken und Kämmen, heute ausschließlich maschinell, beenden den Zurichtungsprozess. Gegebenenfalls schließt jetzt die Pelzveredelung an, wie Färben, Scheren, Rupfen, Veloutieren, Nappieren und vieles mehr.
Geschichte
BearbeitenSoweit die Felle nicht von den Bauern und Jägern mit einfachen Methoden selbst zubereitet wurden, waren es über Jahrhunderte die Kürschner, die dies als Teil der gesamten Pelzverarbeitung mit ausführten. Der Kürschner musste die Felle so zurichten, dass er sie verarbeiten konnte. Der so entstandene Ausdruck Rauchwarenzurichtung hat sich bis in die Gegenwart erhalten. Innerhalb der Pelzbranche spricht man nicht von einer Fellgerbung, obwohl in den letzten Jahrzehnten immer mehr Gerbstoffe Verwendung fanden.[7]
Aus dem 16. Jahrhundert ist belegt, dass die Breslauer Kürschner die Felle nur zurichteten und dann an die Mützenmacher verkauften. Im 17. bis 18. Jahrhundert begannen einzelne Kürschner sich zu spezialisieren. Bereits 1630 beklagt sich die Leipziger Innung, „dass es Meister gäbe, die kein Stück Fertigware mehr in die Hand nähmen und solche, die kein Stück Fell mehr zurichten können“. Doch 1849 existierte angeblich noch kein spezieller Pelzzurichter in Leipzig. Jedoch bereits dreißig Jahre später gab es 66 unabhängige Zurichter und 13 Pelzfärber in Weissenfels, Rötha, Schkeuditz und diversen anderen Orten in der Nähe Leipzig.[13]
Um 1900 nahm der Verbrauch an Pelzwaren erheblich zu. Mit Erfindung der Pelznähmaschine und durch das Entstehen der Pelztierzucht war es möglich, Pelze zu allgemein erschwinglichen Preisen anzubieten. Gleichzeitig kam die Forderung der Kürschner, sorgfältiger zu arbeiten und ein zügiges, geschmeidiges Leder zu produzieren. Mit den oft hartledrigen Fellen kamen die Maschinen nicht zurecht.[14] Mit der größer werdenden Menge der anfallenden Rauchwaren vollzog sich im 19. Jahrhundert eine Industrialisierung der Pelzzurichtung und die endgültige Trennung von Kürschnern und Rauchwarenzurichtern. In der Folge spezialisierten sich ein Teil der Betriebe noch einmal entweder auf das Zurichten oder das Veredeln. Diese Spezialisierung setzte sich so weit fort, dass manche Unternehmen nur bestimmte Fellarten zurichteten und/oder veredelten.[15] Um 1900 kam noch der weit überwiegende Teil der Felle ungefärbt in den Handel, das änderte sich schnell in der ersten Hälfte des 20. Jahrhunderts. Es lagen dem Arbeitsablauf im Wesentlichen drei Zurichtmethoden zugrunde, die reine Walkzurichtung, die Schwefelsäure-Kochsalz-Zurichtung und die Alaunzurichtung. Die maschinelle Einrichtung beschränkte sich hauptsächlich auf Läuter- und Schütteltonnen sowie Waschtrommeln, oft wurde sogar noch im Fluss gewaschen oder gespült. Haupthandwerkszeug war die Kürschnerbank. Fast alle Arbeitsgänge wurden von Hand ausgeführt, was dem natürlichen, individuellen Produkt Fell durchaus entgegenkam. Fettungsmittel waren Kürschnerbutter und zur Streichfettung Tran.[16]
Der maschinelle Einsatz von Maschinen, wie der Läutertonnen und den Walken, geschah anfangs sehr vereinzelt durch Wasserkraft. Von größerer Bedeutung war die Einführung der Dampfkraft, die seit Mitte des 19. Jahrhunderts mehr und mehr zur Anwendung kam. Sie steigerte in erheblichem Maß die Produktivität und ermöglichte, im Gegensatz zum Antrieb mit fließendem Wasser, die Werkstätten an günstigen Verkehrswegen oder an sonst wie sinnvollen Standorten zu errichten.[17]
Das Hauptzentrum der deutschen Pelzzurichtung und -veredelung war bis nach dem Ende des Zweiten Weltkrieges um Leipzig herum angesiedelt, als Zulieferer des zeitweilig größten europäischen Pelzhandelszentrums, dem Leipziger Brühl. Neben der Nähe zum Brühl wurde als Vorteil auch das früher für die Pelzzurichtung wichtige Vorhandensein von fließenden Gewässern bzw. des „richtigen Wassers“ (= weiches Wasser) genannt, wird doch das Stadtgebiet als Besonderheit gleich von vier Flüssen umspült, der Elster, Luppe, Parthe und der Pleiße. Die Bedeutung des weichen, einen besseren Arbeitsablauf gewährenden Wassers änderte sich 1930, als anstelle von Seife synthetische Wasch- und Netzmittel traten, die gegen Härtebildner weitgehende Resistenz aufwiesen.[18] Noch heute ist in der Gerberei und der Zurichterei der Begriff „Wasserwerkstatt“ gebräuchlich. Der Begriff wurde seit dem 18. Jahrhundert zum Synonym für alle Tätigkeiten und Prozessschritte vor dem eigentlichen Gerbvorgang. Hier entstehen vor allem die dem Handwerk anhaftenden, nicht unbedingt als angenehm empfundenen Gerüche. Ein für die Betriebe und deren Mitarbeiter immer wieder unangenehmer Umstand ist der ungleich über das Jahr verteilte Anfall der Aufträge. Außer in Zeiten der Hochkonjunktur, in denen dies durch lange Lieferfristen teilweise ausgeglichen werden konnte, führte die Saisonabhängigkeit für die Zurichter häufig zu Kurzarbeit oder Arbeitslosigkeit.[16]
Nach dem Zweiten Weltkrieg entwickelten sich daneben auch große Betriebe, die wieder Zurichtung und Veredlung zusammen betrieben. Dies war besonders für jene Fellarten zweckmäßig, die geblendet oder gefärbt werden, da sich der Farbprozess häufig auf der Zurichtung aufbaut, so dass die Farbveredlung besser gelingt, wenn der Färber um die Grundlagen und Chemikalien der vorangegangenen Prozesse weiß. Es entstanden in der Zeit des außergewöhnlichen Aufschwungs des bundesdeutschen Pelzverbrauchs vertikal aufgebaute Unternehmen, die Rohfellhandel, Zurichterei, Färberei, Bleicherei, Maschinage, Fertigfellhandel und Konfektion in einer Hand ausführten.[19]
Der wesentliche Unterschied der heutigen Zurichtung gegenüber früher liegt neben der weitgehenden Mechanisierung der Arbeitsgänge in der Einführung moderner, wesentlich kurzzeitiger Gerbverfahren mit besserer chemischer Beständigkeit.
Nach der Verlagerung der Pelzproduktion vor allem in asiatische Länder sind es heute nur noch wenige Pelzzurichtereien, die in Deutschland und Europa verblieben sind.
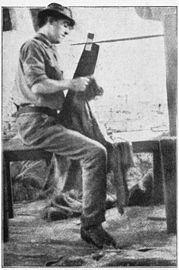
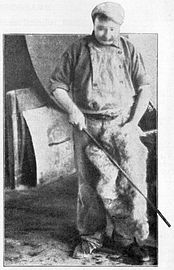
- Pelzzurichtung um 1910 (originale Bildunterschriften)
-
 1) Die Haut wird durch Treten mit den Füßen zu Leder
1) Die Haut wird durch Treten mit den Füßen zu Leder
2) Die Felle werden von der Hautseite angefeuchtet -
 Die Fleisch- und Fettteile werden von der Hautseite abgestoßen
Die Fleisch- und Fettteile werden von der Hautseite abgestoßen -
 Die Felle werden an der Hautseite gesäubert
Die Felle werden an der Hautseite gesäubert -
 Die Felle kommen in die rotierende Trommel
Die Felle kommen in die rotierende Trommel -
 Die Felle werden geklopft
Die Felle werden geklopft -
 Die Felle werden ausgekämmt
Die Felle werden ausgekämmt -
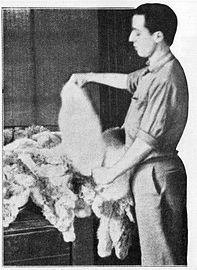 Untersuchung der fertigen Felle vor der Verpackung
Untersuchung der fertigen Felle vor der Verpackung
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
Weitere Maschinen in der Pelzzurichterei
Bearbeiten
- Mit der Aufschneidemaschine werden Köpfe, Pfoten und andere Fellteile entfernt. Außerdem werden die Felle, die nicht rund zugerichtet werden, damit aufgeschnitten.[5]
- Die Reckmaschine ist eine der ältesten und einfachsten Standardmaschinen der Zurichterei. Ursprünglich wurde sie zum Langziehen der manuell auf der Kürschnerbank breitgestreckten Felle verwendet. Sie wird ebenfalls zum Langziehen von Haustierfellen nach der Gerbung eingesetzt. Nach unterschiedlichen Systemen arbeiten die Tischreckmaschine, die Aufziehmaschine und die Durchlaufreckmaschine.[20]
- Die Bakelmaschine wurde zuerst in spezialisierten Schaffellveredelungsbetrieben eingesetzt. Bakeln (auch Bäkeln genannt) ist der Arbeitsgang, den der Zurichter durch das Bewegen des Fells vor dem mittelscharfen und rauen Bankeisens durchführte. Damit entfernte er das dem Fell anhaftende sogenannte Flugaas. Während die Bakelmaschine ursprünglich dem gleichen Zweck diente, wurde sie später immer mehr auch zum Ausdehnen der Massenware („Stapelfelle“) benutzt. Mit stumpfen Messern bestückt kann sie als reine Reckmaschine genutzt werden.[20]
- Mit der Abwelkpresse werden vorwiegend große Felle entwässert (abgewelkt) und gleichzeitig ausgestreckt, damit sie glatt und ohne Falten zur Weiterverarbeitung vorbereitet sind. Das sind vor allem Schaffelle, Kalbfelle und Fohlenfelle sowie auch Rosshäute. Kleinere Felle werden in Pendelzentrifugen geschleudert.[20]
- Mit der Rohfellaufschneidemaschine werden alle rund angelieferten Felle der Länge nach auf der Bauchseite aufgeschnitten, außer den Edelpelzen wie Zobel, Nerz, Marder, eventuell Edelfüchse und andere. Die Edelpelze werden rund zugerichtet und die Art des Aufschneidens bleibt dem endverarbeitenden Kürschner überlassen.[20]
- Schleifmaschinen ersetzen die handwerkliche Tätigkeit des Schlitzens, bei der der Bankzurichter mit dem griffigen Eisen die anhaftenden losen Lederteile durch kurze Bewegungen mit dem Fell abschnitt oder abschabte. Die Felle wurden dadurch sehr weich und weiß, was vor allem an den verwendeten Chemikalien oder der Alaungerbung lag. Alle rund zugerichteten Felle wurden so bearbeitet. Große Betriebe benutzten eine Schleif- oder Dollierwalze, die der späteren Schleifmaschine in etwa entspricht. Diese Art kommt vor allem in der Velourslederproduktion zur Anwendung, gelegentlich auch zum Schleifen von Kalbfellen und normalen Schaffellen. Das Endergebnis ist eine hervorragende Lederweichheit mit wattigem Eindruck. In der modernen Rauchwarenveredelung wird für die Bearbeitung von runden Fellen, beispielsweise von Nerzen, die Schleifspindel verwendet.[20]
- Die Walzenschleifmaschine wird für das Dünnschneiden, Egalisieren und Reinigen der Lederseite eingesetzt, vorwiegend bei Nutriafellen, Bisamfellen, Persianer- und anderen Lammfellen.[20]
- Schmiermaschinen werden bei den Fellen eingesetzt, die nicht im Bad gefettet werden können (Lickerfettung). Trug man früher in der handwerklichen Fertigung die Fettemulsion noch mit der Bürste auf, erfolgt dies heute allenfalls noch bei besonders wertvollen oder empfindlichen Fellarten mit ausgesprochen feinen Haaren, um bei der späteren Verarbeitung Verklebungen oder Verfilzungen zu vermeiden. Es gibt Schmiermaschinen zum Einbürsten und solche zum Auftragen (Emulsion-Auftragmaschine).[20]
- Die Rollkarden-Maschine dient zum Auskämmen der Felle auf der Haarseite.[21]
- Mit der Stempelmaschine wird das Veredlerzeichen auf dem Fellleder aufgebracht. Seit dem verstärkten Aufkommen wendbarer Pelze weniger in Gebrauch.[21]
Siehe auch
BearbeitenBelege
Bearbeiten- ↑ Alexander Tuma: Pelz-Lexikon. Pelz- und Rauhwarenkunde, Band XIX. Alexander Tuma, Wien 1950, S. 129, Stichwort „lidern“.
- ↑ a b c d I. G. Farbenindustrie AG, Frankfurt am Main (Hrsg.): Ratgeber für die Veredlung von Pelzwerk. Ohne Datum (etwa zwischen 1950 und 1980).
- ↑ a b c d e f g h Badische Anilin- & Soda-Fabrik AG, Ludwigshafen am Rhein (Hrsg.): BASF Ratgeber für die Pelzveredelung. Ohne Datum (etwa zwischen 1955 und 1980).
- ↑ a b c d e f Herdt, Kniesche, Schubert: Über die Herkunft, Zurichtung und Färbung von Rauchwaren. Gerberschule Reutlingen (Hrsg.), 1978, S. 2, 7, 19 a.
- ↑ a b c Christian Franke, Johanna Kroll: Jury Fränkel’s Rauchwaren-Handbuch 1988/89. 10. überarbeitete und ergänzte Neuauflage. Rifra-Verlag, Murrhardt, S. 371, 402, 397–404.
- ↑ Ohne Autorenangabe: Maschinen und Apparate der Rauchwarenveredelung. In Der Rauchwarenmarkt. Nr. 1/2, 2. Januar 1942, Verlag Dr. Paul Schöps, Leipzig/ Wien, S. 7.
- ↑ a b c d Walter Pense: Rauchwaren. In: Handbuch der Gerbereichemie und Lederfabrikation, im Teil: Die Lederarten und deren Herstellung, das Kapitel: Rauchwaren. 1955. Springer-Verlag, Wien, S. 547, 550, 552, 560.
- ↑ Spezialmaschinen der Rauchwarenveredlungsidustrie. In: Der Rauchwarenmarkt Nr. 106, 4. September 1930, S. 3.
- ↑ a b c d e f Friedrich Lorenz: Rauchwarenkunde. 4. Auflage. Verlag Volk und Wissen, Berlin 1958, DNB 453077579, S. 148–172.
- ↑ Kurt Nestler: Die Rauchwarenveredelung. Deutscher Verlag, Leipzig 1925, DNB 361939485, S. 19–23.
- ↑ VEB Farbenfabrik Wolfen: Pelzfärberat. Wolfen Kreis Bitterfeld, überarbeitete und erweiterte Ausgabe, undatiert (IV/10/36 Pd 164/60 800 Ag 04/5426/61/200 24. Juni 1734), S. 12
- ↑ Erläuterung technologischer Fachausdrücke. In: Das Pelzgewerbe Nr. 3 1964, Hermelin-Verlag Dr. Paul Schöps, Berlin u. a. S. 132.
- ↑ Francis Weiss: From Adam to Madam. Aus dem Originalmanuskript Teil 2 (von 2), (ca. 1980/1990er Jahre), im Manuskript S. 230. (englisch).
- ↑ Walter Fellmann: Der Leipziger Brühl. VEB Fachbuchverlag, Leipzig 1989, S. 94. ISBN 3-343-00506-1.
- ↑ Erika Rowald: Die deutsche Rauchwarenveredlung eine Lohnindustrie. Inaugural-Dissertation. Verlag Der Rauchwarenmarkt, Leipzig 1932, DNB 571116833.
- ↑ a b Anton Ginzel: 60 Jahre Rauchwarenveredlung. In: Die Pelzwirtschaft. Verlag Die Pelzwirtschaft, 1. Januar 1965, Berlin, S. 44–55.
- ↑ Jean Heinrich Heiderich: Das Leipziger Kürschnergewerbe. Inaugural-Dissertation zur Erlangung der Doktorwürde der hohen philosophischen Fakultät der Ruprecht-Karls-Universität zu Heidelberg, Heidelberg 1897, S. 101–102.
- ↑ A. Ginzel: Voraussetzung einer guten Pelzveredlung. In: Das Pelzgewerbe. Jg. XVI / Neue Folge, 1965, Nr. 3, S. 121.
- ↑ Paul Schöps u. a.: Die Rauchwaren-Veredlungsindustrie. In: Das Pelzgewerbe. Jg. XIV / Neue Folge 1963, Nr. 1, S. 24.
- ↑ a b c d e f g Autorenkollektiv: Rauchwarenherstellung und Pelzkonfektion. Fachbuchverlag, Leipzig 1970, DNB 457885491, S. 501–521.
- ↑ a b Andreas Franke: Pro visone cutem (in Anlehnung an den Wappenspruch der HBC „pro pelle cutem“ („für Fell gebe ich meine Haut“)) oder Ein Fell macht erfinderisch. In: Die Pelzwirtschaft. Verlag Die Pelzwirtschaft, Dezember 1969, Berlin, S. 46–50.
{kind=link}
{kind=link}