Ein Ultraschall-Schweißsystem ist eine Maschine, die im industriellen Einsatz zum stoffschlüssigen Fügen von thermoplastischen Kunststoffen und Verbinden von NE-Metallen genutzt wird.[1] Unter einer hochfrequenten mechanischen Schwingung im Ultraschallbereich kommt es bei Kunststoffen zur Erwärmung und zum Plastifizieren des Materials durch innere Molekular- und äußere Grenzflächenreibung.[2] Bei Metallen kommt die stoffschlüssige Verbindung im festen Zustand durch Annäherung der Fügepartner und der sich daraus ergebenden Kohäsionskräfte zustande. Der Aufbau der Maschine unterscheidet sich beim Kunststoffschweißen im Vergleich zum Schweißen von Metallen lediglich in der Anordnung der Schweißwerkzeuge.[3]
Allgemeiner Aufbau
BearbeitenUltraschallschweißmaschine
Bearbeiten
Standard-Schweißmaschinen sind für Handarbeitsplätze konstruiert und werden bei Klein- und Großserien in der Automobil-, Medizin-, Konsumgüter- und Elektroindustrie eingesetzt. Das Haupteinsatzgebiet ist das Fügen von thermoplastischen Spritzgussteilen und das Einbetten von Membranen. Auch werden die Maschinen für das Schweißen von Litzen miteinander und Litzen auf Terminals eingesetzt.
Die Maschine besteht aus einem Gestell/Maschinenfuß, einem Ultraschall-Generator, dem sogenannten Schwinggebilde, einer Schwenkplatte, sowie einer Steuerung und Antrieb. Das Gestell sorgt für einen stabilen Stand und die Positionierung aller anderen Bauteile zueinander. Das Herzstück der Schweißmaschine ist der Ultraschall-Generator. Dieser stellt die benötigte Leistung für das Schwinggebilde bereit. Die Schwenkplatte dient der Fixierung der Werkstückaufnahme und deren planparallelen Ausrichtung zum Schwinggebilde. Ein elektrischer oder pneumatischer Antrieb lässt das Schwinggebilde verfahren und bringt die benötigte Schweißkraft auf. Über eine Steuerung lassen sich die Schweißparameter Zeit, Weg, Kraft und Energie einstellen. Sonderausführungen sind Schweißmaschinen mit Schallschutz in Form einer Kabine oder Haube zur Reduzierung der Lärmemissionen, Folientaktgeräte zum Schutz empfindlicher Werkstückoberflächen vor Markierungen/Kratzern als auch Schiebetische für die Bestückung besonders hoher Teile.[4][5]
Integrationssysteme und - Module
Bearbeiten
Die Ultraschalltechnologie lässt sich vielfältig als Integrationssystem in Automationsanlagen und Produktionslinien, als Modul in Sonderanlagen und –Maschinen oder als Komponenten für den flexiblen Einsatz in Roboterzellen integrieren.[6] Die Hauptaufgabe der Integrationsmodule ist die Fixierung und Führung des Ultraschall-Schwinggebildes. Die Vorschubbewegung kann hierbei pneumatisch über einen doppeltwirkenden Zylinder oder elektrisch über einen Servomotor erfolgen. Darüber hinaus gibt es unterschiedliche Antriebsvarianten in Bezug auf Arbeitskraft und Arbeitshub. Diese hängen von der Systemfrequenz, der Applikation/dem zu verschweißenden Bauteil und dem zu bearbeitenden Material ab.
Ultraschallsysteme und -Module kommen überwiegend im Sondermaschinenbau in der Automobil- und Konsumgüterindustrie, der Verpackungstechnik und der Textilverarbeitung zum Einsatz.
Bei klassischen Schweißaufgaben findet der Prozess getaktet statt. Die Module lassen sich bei begrenztem Bauraum dicht nebeneinander und in beliebiger Einbaulage anordnen. Somit können mehrere Schweißungen gleichzeitig und auf verschiedenen Höhenniveaus durchgeführt werden. Neben dem Schweißen können auf einer Ultraschall-Schweißmaschine auch Schneid-, Trennschweiß-, Stanz-, Niet-, Präg- und Bördelaufgaben durchgeführt werden. In der Automobilindustrie kommen häufig Roboter zum Einsatz, die das Ultraschall-Schwinggebilde führen und Bauteile durch Punktschweißungen miteinander verbinden.[7]
In der Verpackungsindustrie werden Ultraschallmodule in Verpackungslinien integriert oder als Retrofit in bestehende Maschinenkonzepte eingebaut. Diese siegeln getaktet oder kontinuierlich die Längs- und Quernähte bspw. einer Schlauchbeutelverpackung.
Bei kontinuierlichen Technologien werden mehrere Endlosbahnwaren miteinander verbunden. Die Bahnbreite lässt sich modular bis zu mehreren Metern gestalten.
Handschweißgerät
Bearbeiten
Handschweißgeräte (kurz: HSG) kommen vor Allem im Musterbau, zur Bearbeitung von Einzelstücken, Kleinserien und Reparaturen zum Einsatz. Durch die kompakte Bauform eignen sich HSG besonders für schwer zugängliche Stellen und Überkopfarbeiten beispielsweise im Fahrzeugbau, für Industriemontageplätze und für den mobilen Einsatz. Zu den Gehäuseformen zählt die Stabausführung als auch der Pistolengriff. Handschweißgeräte gibt es in unterschiedlichen Frequenzen von 20 kHz bis zu 70 kHz, abhängig von der Bearbeitungsaufgabe und der Bauteilgröße. Zu den häufigsten Anwendungen zählen das Schweißen, Punktschweißen, Nieten und Bördeln thermoplastischer Kunststoffe und Gewebematerialien. Außerdem können Stanz-, Schneid-, Verstemm-, und Umformaufgaben manuell durchgeführt werden. Die Kraftausübung und Führung des Geräts geht dabei von der Hand aus. Als Abschaltkriterium des Ultraschalls kann zwischen Zeit, Energie und Leistung gewählt werden.[8]
Komponenten
BearbeitenZu den Komponenten eines Ultraschallschweißsystems zählt das Schwinggebilde (auch Resonanzeinheit genannt) bestehend aus in der Regel einem Konverter, einem Booster und einer Sonotrode. Die Komponenten sind durch spezielle Koppelschrauben miteinander verbunden und bilden eine gemeinsam schwingende Einheit. Des Weiteren werden für eine Ultraschallschweißung ein Generator und eine Werkstückaufnahme oder ein Amboss benötigt. [4]
Generator
BearbeitenZur Erzeugung von Ultraschall wird in der Regel Wechselstrom aus einer Spannungsquelle mit 230 V und 50 Hz verwendet. Der Ultraschall-Generator transformiert die anliegende Netzspannung in eine Hochfrequenzspannung (je nach Maschinenhersteller von 15 kHz bis 1000 kHz) und gibt diese dann über ein Koaxialkabel an den Konverter weiter.
Über den Generator wird der Schweißprozess gesteuert, kontrolliert und ausgewertet. Des Weiteren kommuniziert der Generator mit der übergeordneten Steuerung z.B. in einer Fertigungslinie.
Konverter
Bearbeiten
Der Konverter (auch Schallwandler) hat die Aufgabe, die hochfrequente elektrische Spannung in mechanische Schwingung gleicher Frequenz umzuwandeln. Hierbei wird der inverse piezoelektrische Effekt genutzt. Im Inneren des Konverters sind Piezokeramikscheiben aus z.B. Blei-Zirkonat-Titanat (PZT) verbaut. Die Anzahl und Abmessungen hängen u.a. von der Frequenz und der vom Ultraschallgenerator bereitgestellten Spannung ab. Die Scheiben reagieren auf die hochfrequente Wechselspannung mit einer Veränderung ihrer Dicke. Die so entstehende Kontraktion und Expansion (longitudinale Schwingung) am Konverter besitzt eine Amplitude von üblicherweise 6 µm bis 13 µm abhängig von der Frequenz und Generatorleistung. Da der Konverter einen Knotenpunkt (siehe Stehende Welle) besitzt, kann er für die Befestigung des Schwinggebildes genutzt werden.
Booster
BearbeitenDer Booster (auch Transformationsstück) transformiert die vom Konverter abgegebene Amplitude und gibt diese an die Sonotrode weiter. Je nach Applikation und Bauform des Boosters kann die Amplitude erhöht oder verringert werden. Dies wird durch Masseunterschiede (Durchmesser) oberhalb und unterhalb des Knotenpunkts erreicht. Das Verhältnis von Eingangs- und Ausgangsamplitude wird als Transformationsverhältnis bezeichnet. Dieses liegt üblicherweise zwischen 1:0,4 (Untersetzung) und 1:3 (Übersetzung). In der Regel wird hierfür ein massives Stück Aluminium oder Titan als Werkstoff verwendet. Andere Werkstoffe wie bspw. Stahl kommen eher selten zum Einsatz.
Der Booster besitzt ebenso wie der Konverter einen Knotenpunkt, in dem das Schwinggebilde gehalten werden kann.
Sonotrode
BearbeitenDie Sonotrode ist das eigentliche Schweißwerkzeug und überträgt die mechanische Ultraschall-Schwingung, sowie die benötigte Schweißkraft auf die zu fügenden Bauteile, um deren dauerhafte Verbindung herzustellen. Hierzu muss die Koppelfläche der Sonotrode exakt auf die Bauteilkontur angepasst sein, damit die Schwingungen optimal in die Fügezone eingeleitet und Abdrücke auf den Bauteilen vermieden werden. Die Sonotroden-Form ist abhängig von der jeweiligen Schweißanwendung, der Bauteilkontur und -Größe, sowie der vom Generator bereitgestellten Frequenz. Der Frequenzbereich liegt je nach Anwendung i.d.R. zwischen 20 und 90 kHz.
Je nach Applikation und Material des Werkstücks wird eine Gesamt-Amplitude von 5 – 50 µm angestrebt. Diese wird durch eine geeignete geometrische Gestaltung der Sonotrode und des vorgeschalteten Transformationsstücks (Booster) erreicht. Damit die maximale Amplitude an der Schallübertragungsfläche zwischen Bauteil und Sonotrode vorliegt, muss die Sonotroden-Länge ein Vielfaches der halben Wellenlänge Lambda betragen.[2]
Die Materialauswahl der Sonotroden erfolgt unter Berücksichtigung der Eigenschaften der zu bearbeitenden Werkstücke. Zu den Materialien mit einem günstigen Schwingungsverhalten zählen Stahl, Aluminium und Titan, die bei Bedarf auch thermisch behandelt oder speziell beschichtet sind.
Das optimale Schwingungsverhalten einer Ultraschall-Sonotrode wird mit Hilfe der FEM-Berechnung (Finite-Elemente-Methode) ermittelt. So können unterschiedliche Amplituden an der Arbeitsfläche, ein schlechtes Schweißbild oder gar Fehlschweißungen vermieden werden.
Weiterhin werden Sonotroden beim Ultraschallschwingläppen als formgebende Werkzeuge zur Übertragung der Schwingung auf das Werkstück verwendet.
-
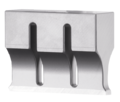 Messer-Sonotrode
Messer-Sonotrode -
 Block-Sonotrode
Block-Sonotrode -
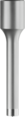
 Rund-Sonotrode
Rund-Sonotrode -
 Niet-Sonotrode
Niet-Sonotrode -
 Schneid-Sonotrode
Schneid-Sonotrode -
 Twin-Sonotrode
Twin-Sonotrode -
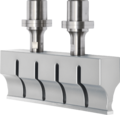
 Träger-Sonotrode
Träger-Sonotrode






Werkstückaufnahme
Bearbeiten
Die Werkstückaufnahme ist das formgebundene Gegenstück zur Sonotrode und dient der Positionierung und Fixierung der Kunststoffbauteile während des Schweißprozesses. Bevorzugt werden Werkstückaufnahmen aus Stahl, Aluminium, Messing oder Gießharz hergestellt. Die Aufnahme ist so gestaltet, dass das Bauteil einerseits fest gehalten wird und andereseits dabei beschädigungsfrei bleibt. Abhängig von der jeweiligen Applikation/zu schweißenden Anwendung gibt es Sonderlösungen mit Spannmechanismen, Sensorikfunktionen, Auswerfern, geteilten Aufnahmen oder Aufnahmen mit unterschiedlichen Einlegepositionen für verschiedene Bauteilvarianten.
Amboss
Bearbeiten
Der Amboss ist das passive Gegenstück zur Sonotrode und gestaltet im Zusammenwirken mit der Sonotrode die Fügezone. Beim Siegeln (Schweißen) von Packmitteln wie bspw. Kunststofffolien und formatfreien Anwendungen wie Bahnwaren wird eine Energiefokussierung benötigt, die durch eine auf dem Amboss aufgebrachte Kontur erzielt wird. Hierbei unterscheidet man zwischen Amboss-Leisten für Verpackungsanwendungen und Amboss-Walzen, die überwiegend beim Schweißen, Prägen oder Schneiden von Bahnwaren zum Einsatzkommen.

In der Verpackungsindustrie zählen Radien, Plateaus mit abgerundeten Kanten und punktuelle Strukturen wie Pyramidenstümpfe zu den am häufigsten vorkommenden Konturen. Zusätzlich besteht die Möglichkeit der Temperierung (Erwärmung oder Kühlung) der Schweißwerkzeuge.
Bahnwaren werden nach der Vliesverfestigung kontinuierlich auf Kalandern weiterverarbeitet, weshalb ein dort erforderlicher Schweißprozess ebenfalls kontinuierlich ablaufen muss. Hierfür eignen sich besonders rotierende, mit einer Oberflächenstruktur versehene Ambosswalzen. Die Kontur auf der Walze fokussiert die Energie und bestimmt genau die Schweißpunkte, die für das jeweilige Produkt benötigt werden.
Eine hohe Steifigkeit und exakte Planparallelität des Ambosses zu den Fügeteilen und der Sonotrode gewährleistet eine gleichmäßige Druckverteilung und sind somit ausschlaggebend für die Nahtoptik und -Qualität. Damit der Amboss nicht in Schwingung versetzt wird, ist er einerseits aus einem Werkstoff mit hohem Reflexionsfaktor gefertigt und zusätzlich schwingungsdämpfen konstruiert (Entkopplung). Geeignete Materialien sind hierfür Titan, Aluminium, Stahl und Edelstahl. [9]
Wirkmechanismus
BearbeitenLongitudinal
BearbeitenDas klassische Longitudinalschweißen wird bevorzugt beim Fügen von thermoplastischen Kunststoffen eingesetzt, da hierbei der größtmögliche Energieeintrag stattfindet. Das Schwinggebilde ist in der Regel vertikal angeordnet und wird über die Vorschubeinheit senkrecht zur Fügeebene verfahren/bewegt und somit der benötigte Fügedruck aufgebaut. Die Schwingungsrichtung der Sonotrode und die Kraftrichtung/Krafteinwirkung sind beim Longitudinalschweißen senkrecht zur Fügefläche. Die Sonotrode „hämmert“ auf die zu verbindenden Bauteile und es entsteht durch innere Molekularreibung und Grenzflächenreibung Wärme, die den Kunststoff aufschmelzen lässt/zum Plastifizieren bringt. Nach einer kurzen Haltephase fährt das Schwinggebilde wieder in die Ausgangsposition zurück und die nächste Schweißung kann beginnen/erfolgen. [10][11]
Lateral
BearbeitenDas Lateralschweißen wird bevorzugt beim Verbinden von Metallen eingesetzt und unterscheidet sich in der Wirkweise zum Longitudinalschweißen. Das Schwinggebilde ist hierbei meist horizontal angeordnet. Die Fügekraft ist orthogonal zur Schwingungsrichtung und steht senkrecht zur Fügefläche. Die Schwingungen werden tangential in das obere Bauteil eingeleitet und dieses in einer linearen Bewegung relativ zum unteren Bauteil verfahren. Daher ist das Lateralschweißen ein Reibschweißen im Ultraschallfrequenzbereich. Diese Bewegung ist insbesondere bei Metallen maßgebend für eine feste Verbindung. Nach dem Abscheren der Rauhigkeitsspitzen und dem Aufbrechen der Oxidschicht kommt es zur Annäherung der reinen Fügeteiloberflächen auf atomarer Ebene, wodurch Kohäsionskräfte wirksam werden. Anders als bei Kunststoffen wird die Metalloberfläche nicht aufgeschmolzen, was insbesondere bei Folien, dünnen Bleche oder Drähten vorteilhaft ist.[3][11]
Torsional
BearbeitenDas Torsionalschweißen kommt bevorzugt bei rotationssymmetrischen Bauteilen zum Einsatz. Das Schwinggebilde in der Regel vertikal angeordnet und die Fügekraft steht senkrecht zur Fügefläche und Schwingungsrichtung. Die Wirkmechanismen und Vorteile des Torsionalschweißens sind identisch mit denen des Lateralschweißens. Lediglich die Bewegungsrichtung ist torsional. Auch bei diesem Verfahren handelt es sich aufgrund der Wirkmechanismen um ein Hochfrequenz-Reibschweißen.[10]
Siehe auch
BearbeitenWeblinks
BearbeitenEinzelnachweise
Bearbeiten- ↑ Jun.-Prof. Dr.-Ing. Frank Balle: Ultraschallschweißen von Metall/C-Faser-Kunststoff (CFK) Verbunden. In: Prof. Dr. Ing. habil. D. Eifler, Technische Universität Kaiserslautern (Hrsg.): Wekstoffkundliche Berichte. Band 22/2009. Kaiserslautern 2009.
- ↑ a b Dr.-Ing. Helmut Potente: Untersuchung der Schweissbarkeit thermoplastischer Kunststoffe mit Ultraschall. Hrsg.: Institut für Kunststoffverarbeitung. 1971, S. 21.
- ↑ a b J. Wodara: Ultraschallfügen und -trennen. In: Prof.Dr.Ing.habil.Dr.E.h. H. Herold (Hrsg.): Fachbuchreihe Schweiß Technik. Band 1 der „Grundlagen der Fügetechnik“. DVS Verlag, Düsseldorf 2004.
- ↑ a b Christian Bonten: Kunststofftechnik - Einführung und Grundlagen. Hrsg.: Steffen Jörg. Carl Hanser Verlag, München 2014, ISBN 978-3-446-44093-7, S. 476.
- ↑ Ultrasonic welding - Basic construction of a pneumatic ultrasonic welding machine. LANXESS Engerizing Chemistry, abgerufen am 21. April 2017 (englisch).
- ↑ J.F. Wößner: Neue Trends in der Verbindungstechnik - Richtungsweisende Verfahren in der Blech- und Kunststoffverarbeitung. Hrsg.: TH Aachen -RWTH-; Haus der Technik e.V. -HDT-, Essen. 1996, S. 7.8/1–7.8/22.
- ↑ Gerrit Fischer, Thomas Wagner: Ultraschallschweißen von Kunststoffteilen - Flexible Automatisierungssysteme müssen jetzt kommen. Frauenhofer Institut, abgerufen am 21. April 2014.
- ↑ Thomas Wagner: Ultraschallschweißen - Trends und Tendenzen beim Verbinden von Kunststoffteilen mit Ultraschall. Frauenhofer Institut, abgerufen am 21. April 2017.
- ↑ Dipl.-Ing. Thomas Fischer: Verpacken mit Schall. Carl Hanser Verlag, München, August 2009, abgerufen am 9. Dezember 2016.
- ↑ a b Prof. Dr.-Ing. Michael Gehde, Dipl.-Ing. Sven Friedrich, Dipl.-Ing. René Fuhrich: Longitudinales und torsionales Ultraschallschweißen – ein Verfahrensvergleich. Hrsg.: Joining Plastics. Nr. 1/10. DVS Media, Düsseldorf Januar 2010, S. 32–35.
- ↑ a b Jordan Rotheiser: Joining of Plastics - Handbook for Designers and Engineers. 2. Edition Auflage. Carl Hanser, München 2004, ISBN 978-1-56990-445-9.